



 扫一扫
扫一扫
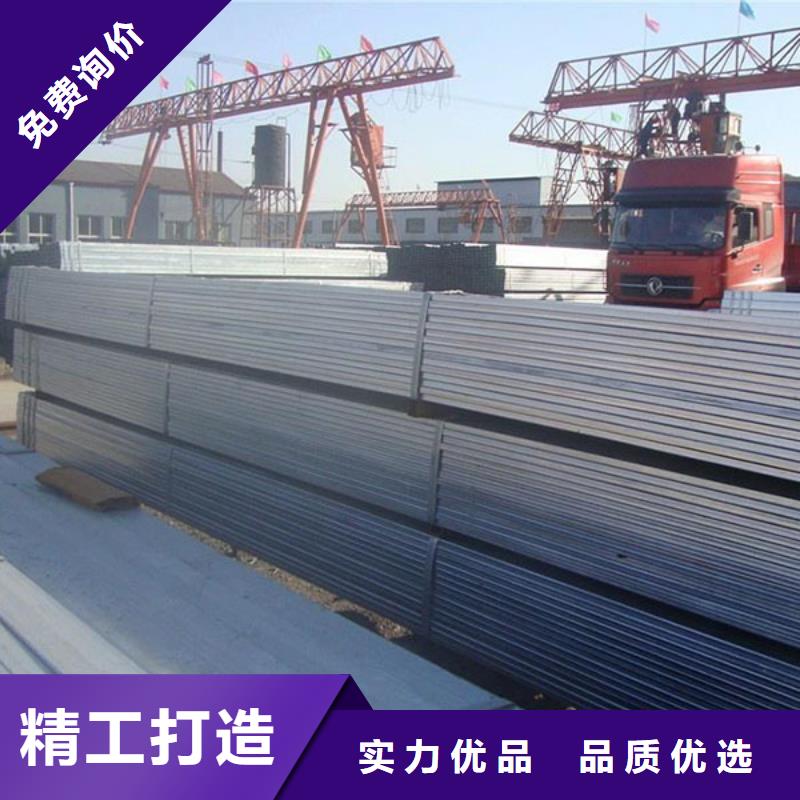
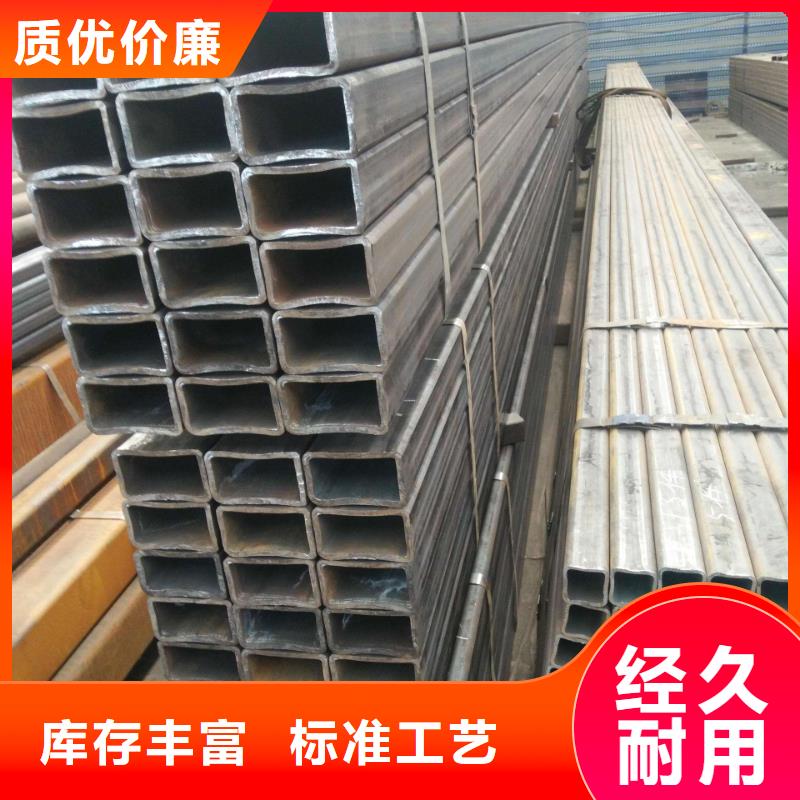
鑫森通达无缝钢管有限公司位于经济技术开发区,是一家集生产、销售 阿坝合金钢管 、于一体的专业生产厂家。多年来我公司坚持以科学的管理和严格的检验制度,确保产品的精良,并以可靠的信誉,全方面的服务,赢得了新老用户的信赖和赞誉。优良的产品来自严格的制造工艺和科学先进的测试,更依靠员工严谨的工作作风和敬业精神。鑫森通达无缝钢管有限公司让您用优惠的价格、快捷的方式买到放心的产品。欢迎各界朋友光临。
无缝钢管_精轧钢管适用范围广】")
|
无缝钢管_精轧钢管适用范围广】")
无缝钢管_精轧钢管适用范围广】")
无缝钢管_精轧钢管适用范围广】")
齿轮专用冷拔无缝钢管常用材质的标准
一般有低碳钢如20#钢,低碳合金钢如:20Cr、20CrMnTi等,中碳钢:35#钢、45#钢等,中碳合金钢:40Cr、42CrMo、35CrMo等,都可以称为齿轮钢。这类钢材通常按照使用要求经过热处理之后都具备良好的强度、硬度、和韧性,或者是表面耐磨而心部有良好的韧性耐冲击。
淬透性是齿轮钢的重要性能指标之一,它主要是保证不同大小齿轮的心部硬度,且有利于控制齿轮热处理变形。冷拔无缝钢管的淬透性和淬透性带宽的控制,主要取决于化学成分及其均匀性。也就是对淬透性影响大的元素如碳、锰等的控制,根据钢中碳和合金元素对淬透性各点硬度值的影响,确定该钢的内控成分范围。
冷拔无缝钢管中存在的氧化物和硫化物夹杂、有害元素如氮、氢、氧等,会降低冷拔无缝钢管的力学性能,恶化钢材的工艺性能,从而影响汽车渗碳齿轮的使用寿命。
目前,国内外对齿轮钢的氧含量要求控制在20×10-6以下,国际先进水平是在12×10-6以下,而国内有些冷拔无缝钢管厂已达到15×10-6以下。
晶粒大小是齿轮钢的一项重要指标。齿轮钢中细小均匀的奥氏体晶粒,淬火后得到细马氏体组织,明显改善齿轮的疲劳性能,同时减少齿轮热处理后的变形量。齿轮钢晶粒度要求≥6级,通常是在冶炼时控制钢中残余铝含量达到细化晶粒的。
1)42CrMo冷拔无缝钢管具有强度高、淬透性高、韧性好、淬火时变形小、高温时有高的蠕变强度和持久强度等特点。
用于制造要求较35CrMo冷拔无缝钢管强度更高和调质截面更大的锻件,如:机车牵引用的大齿轮、增压器传动齿轮、压力容器齿轮、后轴、受载荷极大的连杆及弹簧夹;也可用于2000m以下石油深井钻杆接头与打捞工具;并且可以用于折弯机的模具等。
2)20CrMnTi冷拔无缝钢管是性能良好的渗碳钢,淬透性较高、经渗碳淬火后具有硬而耐磨的表面与坚韧的心部?具有较高的低温冲击韧性、焊接性中等、正火后可切削性良好。
用于制造截面<30mm的承受高速、中等或重载荷、冲击及
摩擦的重要零件;如:齿轮、齿圈、齿轮轴十字头等。 是18CrMnTi的代用钢,广泛用作渗碳零件,在汽车.拖拉机工业用于截面在30mm以下;承受高速.中或重负荷以及受冲击.摩擦的重要渗碳零件;如齿轮.轴.齿圈.齿轮轴.滑动轴承的主轴.十字头.爪形离合器.蜗杆等。
无缝钢管_精轧钢管适用范围广】")
无缝钢管_精轧钢管适用范围广】")
合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻
无缝钢管_精轧钢管适用范围广】")
无缝钢管_精轧钢管适用范围广】")
无缝钢管_精轧钢管适用范围广】")
技术支持:cdlgp.com